Schlabbeloui
-
Gesamte Inhalte
1.152 -
Benutzer seit
-
Letzter Besuch
-
Tagessiege
47 -
Bewertungen
0% -
Spenden
60.00 EUR
Inhaltstyp
Profile
Foren
E30-Wiki
Bugtracker
Galerie
Shop
Kleinanzeigen
Sammlungen
Kalender
Alle erstellten Inhalte von Schlabbeloui
-
So ein Ding in Kombination mit einem Heißluftfön ist ne super Sache für große Flächen. "Große Ecken" habe ich mit Fön und Drahtbürste auf der Flex gemacht. Details geht als Hausmittel eigentlich nur Sandstrahlen. Beizen ist wohl auch ne Alternative, habe ich aber noch nie probiert.
-

Spiegeldreiecke mit Aufnahme für Hochtöner
Schlabbeloui antwortete auf carlhorst's Thema in Car-HiFi & Navigation
Ich verwende gerne Gewindenietmuttern, die beschmiere ich mit EP-Grundierung, bevor ich sie verpresse. Damit dürfte das Loch im der Karosserie besser versiegelt sein, als z.B. bei überlappenden Blechen. In Sichtbereichen kommt anschließend noch ein Tropfen in Fahrzeugfarbe drauf (wobei ich selbst Teile vom Unterboden als Sichtbereich definiere ). Ein eigener 3D-Druck-Thread ist bestimmt ne gute Idee. Da könnten wir auch 3D-Modelle teilen. Habe schon ein paar Jahre mit dem Thema 3D-Druck zu tun, aber ein Meister bin ich nicht in dem Gebiet. Schau Dir bei Interesse mal CNC-Kitchen auf Youtube an. Der Typ ist krass! -
Blechbehandlung - Anwendung Brunox/Owatrol
Schlabbeloui antwortete auf E30_Junkie's Thema in Karosserie
2k Epoxy wird allerdings sehr gerne als Trennschicht für schwierige Untergründe genommen. Ich lehne mich jetzt mal sehr weit aus den Fenster und behaupte ein guter 2k Epoxy Primer wird in jedem Fall besser funktionieren (haften), als die in den Produktinformationen genannte 1k Suppe. Ich werde bei Gelegenheit mal meinen Lackiererspezi fragen, ob Owatrol da eine Ausnahme bildet. Mit Überschuss gründlich entfernen meinte ich durchaus auch (weg-)schleifen der sichtbaren Reste. Jeder Lack mag angerauhten Untergrund. Ich sehe Deinen Punkt, aber Panik ist mMn. fehl am Platze. -
Die Diskussion kann gerne auf der "After Show Party" fortgeführt werden Sorry, das musste raus, ging nicht anders...
-
Bigotterie
-
Ich habe da sogar ein Stück weit Verständnis, dass es telefonisch nicht mehr geht. Die Arbeitsverdichtung macht nirgends halt und je mehr kleinteiligen Mist man bearbeiten muss, desto wichtiger ist die Schriftform. Ich komme ursprünglich aus eher langfristigen Entwicklungsprojekten und bin jetzt im Individualbau von Rollstühlen tätig. Eigentlich alles auf Basis von 'Serienmodellen', aber jedesmal mit zig Sonderlocken. Das ist so kleinteilig, es geht nur noch in Schriftform. Kunden(berater)wünsche, die mündlich eingereicht werden, gehen so schnell verloren, einfach aufgrund der Masse an Input, den kein Mensch mehr im Kopf behalten kann. Gut finde ich es nicht, aber verstehen kann ichs mittlerweile...
-
Das verstehe ich jetzt als Ansage, bin gespannt auf Deine "X-Brace" Gibt noch bissl andere Bauformen, die hier gefällt mir irgendwie: https://www.garagistic.com/products/bmw-performance-e30-e36-chassis-x-cross-brace-v2
-
Spiegeldreiecke mit Aufnahme für Hochtöner
Schlabbeloui antwortete auf carlhorst's Thema in Car-HiFi & Navigation
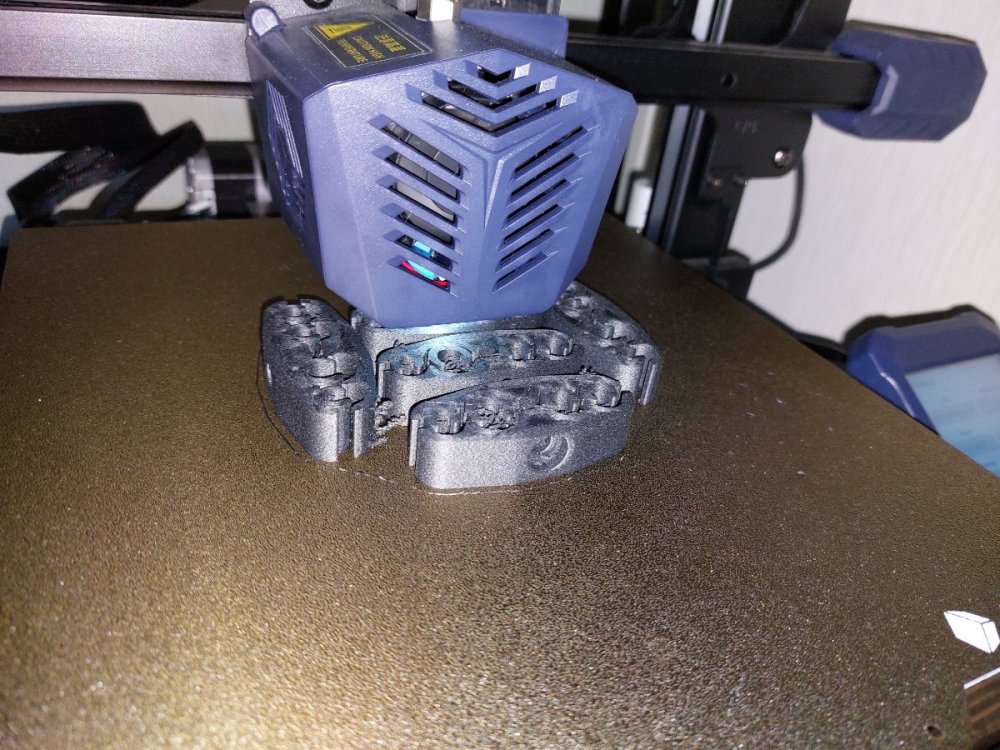
Noch ein besseres Bild der Fake-Narbung:
-
Spiegeldreiecke mit Aufnahme für Hochtöner
Schlabbeloui antwortete auf carlhorst's Thema in Car-HiFi & Navigation
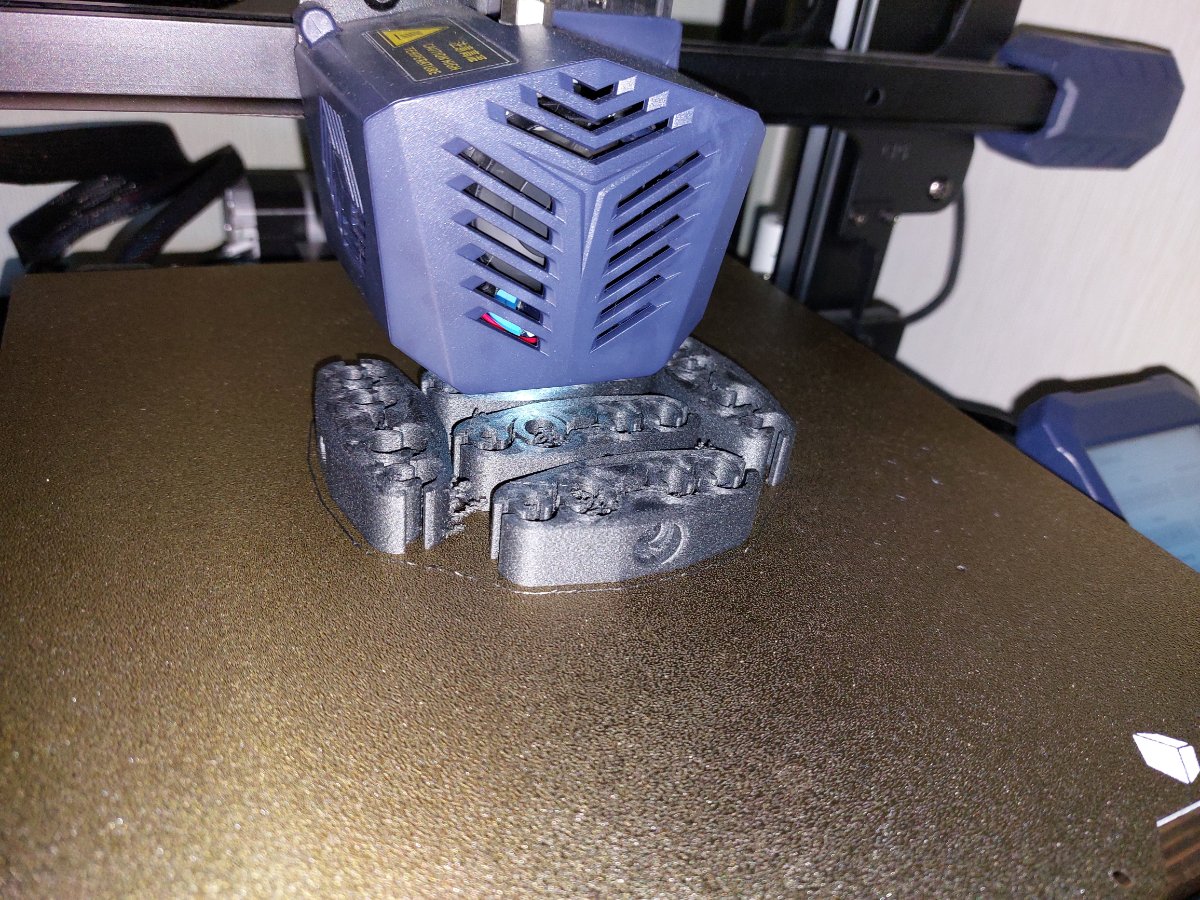
Es ist auf den Bildern nicht so gut zu sehen, aber die Oberfläche sieht etwas löchrig aus. Könnte zu wenig "Fluss" eingestellt sein. Oder total überlagertes (feuchtes) Filament, da kann das Wasser in der Düse kochen und zerstört das Druckbild. Die Supports lassen sich leichter lösen, wenn ein größerer Abstand zum eigentlichen Druckteil eingestellt wird. Zu viel ist natürlich auch schlecht. Allgemein gibts bei PETG mehr Probleme mit den Supports als z.B. mit PLA. Generell lohnt sich bei jedem neuen Filament ein "Temp-Tower", selbst die gleichen Materialien brauchen teilweise unterschiedliche Temperaturen, je nach Hersteller/Charge/Alter. Eins meiner Lieblingsfilamente für technische Teile ist Extrudr GreenTEC Pro. Das druckt sich super und glänzt nicht so speckig. GreenTEC Pro Carbon wäre noch etwas stabiler, war aber für z.B. meine Leitungshalter zu spröde... da habe ich sehr gute Erfahrungen mit FormFutura Carbonfil gemacht. Das hatte noch eine schöne Elastizität. Genarbte Oberflächen habe ich schonmal mit spühbarem Unterbodenschutz & Rallye-Lack gefaked. War okay, aber auch nicht mehr... Manche Leute machen "Oberflächen-Negative", die mit Hitze aufs Teil gepresst werden. Keine Ahnung, wie gut sowas funktioniert. Welchen Slicer benutzt Du? Bei Cura und Ideamaker kann ich Dir gerne ein bissl Support geben. Off Topic: Kleine Teile sind das beste, um den Drucker zu kalibrieren. Der Bagger ist "in place" gedruckt, d h. am Stück mit allen beweglichen Teilen. Hat einige Versuche gebraucht mit meinem 300€ Spielzeug, bis sich die Gelenke und Räder bewegen ließen... Leitungshalter, auch Probleme mit Stringing gehabt, ließ sich aber viel besser entfernen als bei normalem PETG: Fake Narbung mit Unterbodenschutz und Rallye Lack auf der "Mittelkonsole" (geht auch auf Druckteilen): Und noch mein letztes Kunstwerk, der LMM Ersatz




-
Aral
-
Fisch
-
M20B25 Revision, jetzt doch gleich B27 :-)
Schlabbeloui antwortete auf HumersQP's Thema in Bilder & Videos
Kommt auch sehr drauf an, mit welchem Lagerspiel so ein Motor aufgebaut ist. Sportliche Motoren werden mit mehr Spiel gebaut, was wiederum den Einsatz dickeren Öls nahelegt. -
Langzeitprojekt: Eierlegende 24V Ringtool-Wollmilchsau
Schlabbeloui antwortete auf GaragenWerke's Thema in Foto-Stories
Wie voll sind Deine Luftfilter mit Gummifitzeln? Sieht schon krass aus der offene Bereich vor den Domen! -
Wer hat uns verraten? Die Sozialdemokraten!
-
BMW Basis VW Caddy Eigenbau Rohrrahmen KFZ
Schlabbeloui antwortete auf GaragenWerke's Thema in Foto-Stories
Wahnsinn, von so einem Projekt träume ich auch noch... mangels Zeit, Geld und Platz vielleicht zur Rente dann -
Persönliche Highlights diese Woche
Schlabbeloui antwortete auf Buchloe's Thema in eBay, mobile.de & Co.
Ein echtes Highlight -
Persönliche Highlights diese Woche
Schlabbeloui antwortete auf Buchloe's Thema in eBay, mobile.de & Co.
Ja klar, der Anteil der Lagerhaltungskosten wird immer größer! -
So lange Du keine Einzeldrossel fährst, sollte Speed Density sehr gut funktionieren. Alpha-N schön für den Straßenverkehr abzustimmen stelle ich mir schwierig vor.
-
Mir scheint die Steuerfrequenz vom Leerlaufregelventil etwas niedrig zu sein. Ich steuere mein "2-wire ICV" mit ~90 Hz an. Ich meine im MSextra-Forum gelesen zu haben, dass die 3-adrigen Varianten auch in dem Bereich angesteuert werden müssen.
-
M42 startet schlecht, ruckelt gelegentlich, geht aus
Schlabbeloui antwortete auf Meerjungfraumann's Thema in Antrieb
Ich Würde mal den Ansauglufttemperatursensor durchmessen (ist im LMM integriert, Pins 4 und 5 am Stecker müssten das sein). Leider habe ich keine Temperatur/Widerstandswerte für Dich. Findet sich bestimmt im WWW. Hintergrund: Vom E30 kenne ich Problematik nicht, aber in den V8 Ami-Foren beschreiben die Leute öfter eine "Heat-Soak" Problematik beim Warmstart. Der Sensor wärmt sich nach Abstellen des warmen Motors deutlich auf. Da der Sensor eine Trägheit hat stimmt beim Warmstart die gemessene Temperatur nicht und das Gemisch wird stark abgemagert. Nach einigen Sekunden hat die Frischluft den Sensor dann soweit gekühlt, dass wieder alles passt. Ich könnte mir vorstellen, dass ein defekter Temperatursensor ähnliche Verrücktheiten provoziert. Ähnlich zum Kühlmitteltemperatursensor. -
Lyoner mit Maggi
-
Humor(?)
-
Ducktales (ist grad wieder "in", Sohnemann ist jetzt im passenden Alter, da setze ich mich gerne mit auf die Couch )
-
Naja, das kommt auch n bissl auf die Mucke an... oder war schon mal jemand in einer Disko, die einen frontal beschallt? Bei elektronischer Musik finde ich "rundum" Klang durchaus nicht verkehrt. Quadrophonie hieß das glaube ich, bevors Techno gab
-
Auch wenn ich in jungen Jahren nicht auf mich selbst gehört hätte: Fang lieber "klein" an und bau das System dafür sauber auf. Folgendes wäre meine Reihenfolge: Radio/"Headunit" mit DSP, Frontsystem mit HT in den Spiegeldreiecken (ausm Fußraum kommt nicht viel Hochton bis an die Ohren), Hecksystem, DÄMMUNG, (Digital-)Verstärker, Subwoofer. Du wirst überrascht sein, was alleine ein gescheites Frontsystem in Verbindung mit einem guten Radio bringt. Bei Interesse kann ich Dir auch ne wirklich gute 12" Bassreflex-Box für nen kleinen Groschen abgeben. Müsstest Du aber abholen... EDIT: Ich bin am überlegen, ob Freeair und Hecksystem so schön miteinander einher gehen. Da werden die LS auf der Hutablage doch eher Passiv-Membrane vom SW???