.n0iz4!
-
Gesamte Inhalte
540 -
Benutzer seit
-
Letzter Besuch
-
Tagessiege
13 -
Bewertungen
100% -
Spenden
55.00 EUR
Inhaltstyp
Profile
Foren
E30-Wiki
Bugtracker
Galerie
Shop
Kleinanzeigen
Sammlungen
Kalender
Alle erstellten Inhalte von .n0iz4!
-
Ja stimmt da könnte man auch nochmal ein bissl probieren. Werde ich evtl. kommende Woche versuchen. Noch nicht. Kann ich auch erst kommende Woche, spätestens übernächste Woche. Hab ich auf die ToDo-Liste geschrieben.
-
Kann man noch länger machen, geht aber wieder auf das Gewicht.
-
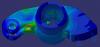
Grüßt euch, Kollegen! Zuerst mal eine kleiner "Bericht" zum Stand der Dinge. Habe heute noch 2-3 Kleinteile lackiert und die Riemenscheibe von der Wasserpumpe in Essig eingelegt. Nun fehlen noch ein paar Aluminiumteile die ich noch Sandstrahlen will. Dann geht es auch schon langsam in Richtung zusammenbau. Zylinderkopf ist fertig, befindet sich aber noch immer beim Motorinstandsetzer, genauso wie die Kurbelwelle & Schwungrad... Hoffentlich kann ich die dann Morgen endlich mal abholen... So, ich habe mir die letzten Wochen noch einmal Gedanken gemacht zum Thema Block abfräsen/Kolben abfräsen bzw. Kontur nachsetzen. Die Wiseco Kolben haben eine Kompressionshöhe von 34,7 - Dies bedeutet, dass wir den Block nicht unbedingt abfräsen müssten. (Normalerweise bleibt ja ein Kolbenunterstand von 0,5mm bestehen. [Hub/2 + Pleuellänge + Kompressionshöhe] Da die Wiseco Kolben aber ein Domevolumen von -6,8ccm haben kommt man "nur" auf eine Verdichtung von 9,95:1 Um die Verdichtung nachträglich zu erhöhen hatte ich ja vorher schon angekündigt, dass ich die Kolben bearbeite und den Block auch weiter Abfräse. Zurzeit spiele ich aber mit dem Gedanken mir den Aufwand zu sparen und den Block nur zu prüfen und wenn nicht nötig, ihn auch nicht Plan zu fräsen. Wenn ich natürlich bei Prüfen feststelle das der Block nicht mehr Plan ist - ...nun gut... - dann würde ich mir vielleicht doch den eben genannten Weg gehen. Letztendlich wird es wohl kaum Spürbar sein ob man eine Verdichtung von 10:1 oder 10,5:1 hat. Klar wäre es schön die 0,5 mehr "mitzunehmen" - Allerdings kommen wir hier auch zu dem aktuellen Problem.(Welches keine Ausrede sein soll). Momentan kann ich keine Teile bearbeiten, weil Maschinen umgestellt werden, renoviert wird, etc. - Eigentlich sollte das schon alles erledigt sein im Januar - aber nun ja... Daran kann und konnte ich eben nichts ändern. Dies führt aber halt eben zu der oben genannten Planung/Überlegung - ärgerlich, ist aber nun mal so. - - - - - - - - - - - - - - - - - - - - - - - - Nun zum nächsten Problem. Wie angekündigt sollte heute eigentlich ein klein wenig über die Stahl-Kipphebel berichtet werden. Ich habe mir den Kopf zerbrochen, letztes Jahr und letzte Woche ebenso. Es macht auch Spaß sich damit auseinander zu setzen, aber... ... mittlerweile habe ich so viele Stunden aufgebracht und immer wieder gab es Probleme, die mich daran gehindert haben, dass richtige Ergebnis zu bekommen. Hier die aktuelle Version vom Stahl Kipphebel: Gesamt Gewicht: Alu-KH: 91g Stahl-KH: 87,1g Spannungen: Alu-KH: 40Mpa (Max. bei 1000N) Stahl-KH: 90-110Mpa (Max. bei 1000N) Verschiebungen: Alu-KH: 0,023mm (Max. bei 1000N) Stahl-KH: 0,04mm (Max. bei 1000N) Da haben wir auch schon das aktuelle Problem. Hier die Spannungen & Verschiebung (vom etwas früheren Modell/Version) Erklärung: Bild 1 => 1000N - Bild 2 => 4000N | Kraft gegen Gewindefläche Erklärung: Bild 1 => 1000N - Bild 2 => 4000N | Kraft gegen Zapfenende (Einstellschraube) Die Verschiebungen sind m.M.n. zu hoch beim Stahl-KH. Da ich nicht dafür bezahlt werde und nicht jeden Tag damit verbringen will verschiedene Designs zu testen, weiß ich nicht ob ich es überhaupt (rechtzeitig) schaffe die KH zu fertigen. (Maschinenumstellung, wie oben genannt kommt noch dazu.) Und wenn man die Ergebnisse von den Berechnungen betrachtet, ist mir das Risiko etwas zu hoch. Da mein Aufwand aber nicht komplett für die Tonne sein soll, habe ich mir überlegt, dass wenn ich es nicht rechtzeitig schaffen sollte, ich zumindest einen KH zum testen anfertige. Dann würde ich den entweder selber mal verbauen oder es könnte ihn mal jemand in seinen M20B20 oder was auch immer bauen und testen. Mal schauen ob ich noch etwas rumprobiere oder die Sache vorerst auf Eis lege. Danke an den Zuschauer & Höbber für ihre Hilfe zum Thema! Das war es erst mal wieder für Heute, schönen Sonntag noch und nen guten Start in die Woche morgen!
-
Moin Länge: 518mm Anbei die Bilder. Kommt das hin bzw. hilft es dir weiter?
-
Moin Moin, kurz vorm Bergfest gibt es nur 'nen kurzen Beitrag. Die Kurbelwelle ist leider immer noch nicht fertig, hoffe aber darauf, dass ich sie spätestens am Freitag noch abholen kann. Mal sehen. Ich habe den zweiten Schwung an Anbauteilen lackiert und dem ersten Schwung eine zweite Lackschicht gegönnt (die Teile die mehr beansprucht werden durch z.B. Steinschlag etc.). Hier habe ich mir was vom Anderl abgeschaut, fand ich eine nette Idee. Link zum Thread am ende vom Post LINK 3er Foren - M20-Motor Revision - Anderl So und da sind wir auch fast schon wieder durch. Allerdings habe ich gesündigt und die Kosten wieder ein Stück in die Höhe getrieben Seht selbst: Die Verarbeitung von außen sieht schon mal gar nicht schlecht aus. Mit dem Kauf habe ich mein Gewissen auch befriedigt Neugierig wie ich bin, habe ich die Pleuel natürlich direkt ausgewogen und ne Tabelle erstellt: Wie man sieht liegt die Gesamt-Gewicht Abweichung bei 0,7g - Was, je nachdem, natürlich ok ist - und ich eigentlich nichts dran ändern wollte, aber mal schauen... Beim kleinen Pleuelauge kommen wir dann schon auf eine Abweichung von 0,9g - Auch unschön, möchte die Pleuel aber ungern vergurken Das war es für heute, möglicherweise geht es am Wochenende weiter. Grüße Kevin
-
Heute schaff ich es leider nicht mehr. Hab Spätschicht und sind schon alle am Schlafen. Falls niemand schneller ist, werde ich mich morgen gegen Mittag rum melden. Nen Bild kann ich machen. Ich werde wohl nen Flachstahl o.ä. auf den Flansch legen. Deswegen hab ich auch gefragt wie genau du es haben musst. Wollte ungern den digitalen 500mm Messschieber von der Firma ausleihen
-
Wie genau brauchst es denn?
-
Moin Moin und frohes neues Jahr! Hoffe ihr seid alle Fit und habt keinen Schabernack getrieben Mir geht es gut und bin wieder zurück aus dem Winterschlaf! Habe in der ersten Woche ein paar Kleinigkeiten erledigt und die nächsten Wochen geplant. Hier eine kleine Liste mit dingen die ich in den letzten Tagen erledigt habe: Kolben: - Kolbenmuldenmitte der Wiseco Kolben ermittelt Pleuel: - Pleuel Deckel bearbeitet (Was sich als unnötig herausgestellt hat - siehe Gewichtanpassung) - Pleuel-Balancierer gebaut - Pleuel bearbeitet und das Gewicht angepasst Sonstiges: - Riemenscheiben entrostet - Anbauteile gereinigt / geschliffen / vorlackiert - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Kolben: Da ich die Wiseco-Kolben ja wahrscheinlich nachsetzen werde, (Ich werde den Brennraum erst auslitern, nur um wirklich sicher zu gehen) musste ich nochmal genau wissen wo die Kolbenmuldenmitte ist. (Ggf. setze ich aber auch nur den Konvex nach, weil ich der Meinung bin, dass dieser geringe Unterschied in der Höhe, so gut wie keinen Unterschied macht. Muss ich aber nochmal genau nachschauen.) - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Pleuel: Das Ergebnis sah dann wie folgt aus: Leider wird man später noch sehen warum es so gut wie Überflüssig war, diese Nut zu fräsen... (Aber da sind wir wieder bei dem Thema Erfahrung) Dann habe ich noch die Pleuel geschliffen und poliert. Hoffe mal das dies keine Probleme geben wird (Wobei mir die Oberfläche der Pleuelaugen irgendwie nicht so ganz gefällt. Da muss ich mir nochmal Gedanken machen. Ungern möchte ich in unnötige H-Schaft Pleuel investieren. Das Geld würde ich lieber sparen und für IE Kipphebel investieren falls meine Eigenbau-KH nicht funktionieren sollten.) Danach: und da kann man auch die hochprofessionelle Wiegemethode der Pleuelseiten betrachten Pleuelbohrung auf Ø6 aufgebohrt Meine Meinung & Fazit zum Eigenbau-Balancierer: Wiederholgenauigkeit: In Ordnung würde ich sagen (Genauigkeit ca. 0,1g) Wobei man sagen muss, dass man eine gute Waage brauch oder eine gute gesamt Konstruktion. Ich hatte manchmal das Problem, dass ich z.b. 131.5g gewogen habe - dann das Pleuel bearbeitet - und danach 131,6g auf der Waage stand - und ich zur Hölle nicht wusste woher dieser Fehler kommt Hinzu kommt noch das die Höhe der Bolzenmitte/Mittelpunkte, sehr wahrscheinlich, nicht genau gleich sind. Was das Messergebnis ebenso verfälscht. Fazit: Meiner Meinung nach macht diese Bearbeitung rel. wenig Sinn wenn man keine vernünftige Möglichkeit hat die Pleuel gut auszuwiegen. Die Arbeitszeit kann man sich entweder sparen oder die Arbeit einem Motorinstandsetzer überlassen. (Meine Arbeitszeit vom Auswiegen und anpassen: 4h - ohne den Bau der Wiegekonstruktion) Gewogenes Gewicht mit Konstruktion: Kleines Kolbenauge: 132,0g (Nur ein Pleuel tanzt aus der Reihe mit 131,5 - Ziemlich ärgerlich wie ich finde) Gesamtgewicht des Pleuels: 536,7g +-0,1g Ich werde die Pleuelaugen noch ein mal neu Vermessen - was ich vorher irgendwie verpeilt habe - um sicher zu gehen, dass ich diese auch wirklich verwenden kann - An manchen Lagerstellen gibt es schon "polierte" Oberflächen und leichte verfärbungen. Möglicherweise übertreibe ich auch und die Pleuel sind ohne Einschränkung verwendbar. P.S. Hat die Nut nichts gebracht, weil ein Pleuel ein Gewicht von -6g im Gegensatz zum Rest hatte - Also musste ich gezwungenermaßen die Nut wieder rausschleifen Schon wieder ein Griff ins Klo. - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - Sonstiges: Zu guter Letzt kommt noch ein bissl "Optik" ins Spiel. Lack: Brantho Korrux 3in1 Spraydose - Welchen ich auch als Motorlack für den Motorblock verwendet habe. Entrosten: Ich habe irgendwo gelesen/gesehen, dass man Essigessenz zum Rostentfernen/Umwandeln benutzen kann. Einfach ein paar Tage darin einlegen und fertig. Da man über die Feiertage so gut wie nichts machen konnte, hab ich mir vorher noch 6Liter Essigessenz besorgt.. Oder eher von der Freundin mitbringen lassen. Mein Tipp: Holt euch nicht so viel auf einmal oder kauft es in verschiedenen Läden - Möglicherweise zieht ihr nämlich seltsame Blicke auf euch. Noch schlimmer wird es dann wenn ihr im Lackieroverall und Gasmaske aus dem Schuppen kommt und der Postbote ein Paket ausliefern möchte... Grob vorgereinigt und vorbereitet zum Lackieren / Entrosten: Riemenscheibe entrosten Ich werde heute noch eine zweite Schicht Lack auftragen und zusätzlich muss ich noch ein paar andere Kleinteile Lackieren. Das Ergebnis werde ich beim nächsten mal zeigen. Mit den Kipphebeln geht es demnächst auch weiter. Zylinderkopf ist fertig, liegt aber noch beim Motorinstandsetzer. Die Kurbelwelle musste zu einem Anderen Instandsetzer gegeben werden. Ich hoffe die Welle wird nächste Woche auch fertig. Bis dahin, grüße Kevin
-
Wünsche ebenso allen Mitgliedern Frohe Weihnachten & ebenso auch nen guten Passt auf euch auf und bleibt sauber
-
@albert_10v Edit: Bei der Maloche den Text nur schnell überflogen, ich dödel. Danke für das Bild/die Bilder (Ehem. Frage: Hast du noch mehr Schnitte gemacht, oder nur den einen? )
-
Mal wieder eine ausführliche Antwort Ich bearbeite das Pleuel unten nur -> weil ich es kann das ist vollkommen korrekt. Das Schwungrad habe ich ja auch schon auf 6,65kg erleichtert - ich habe ja keine Referenz zu vorher und weiß daher nicht wie viel ich möchte/bräuchte um es für mich angenehm zu machen. Die Kurbelwelle hätte ich auch erleichtern können, aber ich bin ja auf der Maloche um Geld zu verdienen und nicht um Kosten zu verursachen Das man die Pleuel zum vernünftig wiegen ausbalancieren muss, ist mir natürlich bewusst. Und ja ich hab mir natürlich eine Vorrichtung gebaut. Werde ich in meinem Umbau-Thread noch zeigen. EDIT: Kolben sind ja Wiseco Schmiedekolben mit 370g - Da werde ich nichts mehr dran machen. Kolbenbolzen werde ich Zeitlich wahrscheinlich nicht schaffen, obwohl ich mir da auch mal ne Skizze gemacht hatte (Aber vom alten Kolbenbolzen - ist auch nicht die "extreme" Variante) - - - - - Hier sieht man den bearbeiteten Pleueldeckel: (Für Die die sich auskennen: Gefräst hab ich das ganze mit ner 5 Achs (3+2 Achs) - In Axialrichtung in Schraubstock gespannt. Man kann aber nen bissl tricksen - Laufzeit der Bearbeitung 3:36sek )


-
Ja so wichtig ist das Gewicht ja an dieser stelle nicht. Dennoch würde ich gern etwas entfernen.
-
Das dürfte der allgemeine Fortschritt sein, also der Grund warum es nicht anfälliger ist. (Guss, Material, Fertigung, KnowHow...)Die meisten Menschen lernen ja aus ihren Fehlern Zum M20 Zylinderkopf: Man muss ja auch immer daran denken das es nicht "das Beste" ist was da gebaut wird/wurde, sondern ein "Massenprodukt" womit man Geld verdienen will/wollte. Da wird dann soviel wie nötig angepasst, aber mehr auch nicht.
-
Du meinst wenn man den Vierkant entfernt hat und dann wieder alle 6 Pleuel angleichen will richtig? Ja, stimmt. Man könnte, anstatt komplett abzurunden, nochmal eine leichte Fläche dranfräsen - dann könnte man von dort aus "wie vorher" Material abtragen. Danke für den Tipp
-
Recht herzlichen guten Abend! Aus aktuellem Anlass grabe ich das Thema nochmal aus. Es geht speziell um den "Viertkant" am Pleueldeckel. Kann man diesen kürzen, siehe wie folgt: Wenn ja, ok - Wenn Nein, bitte erklären warum nicht.



-
Bin neugierig, zeig mal her
-
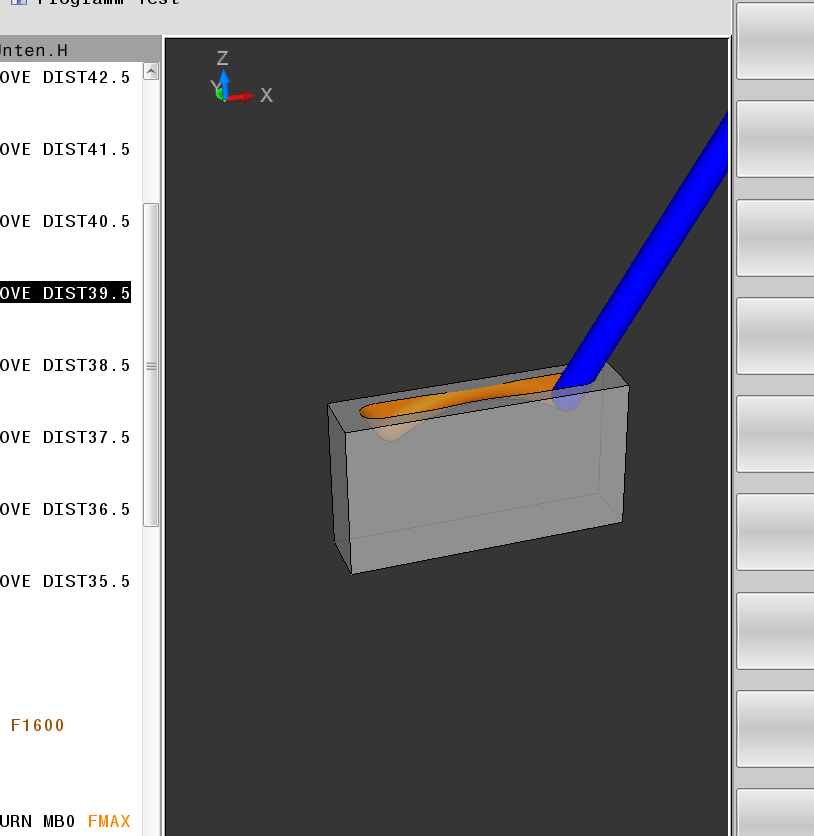
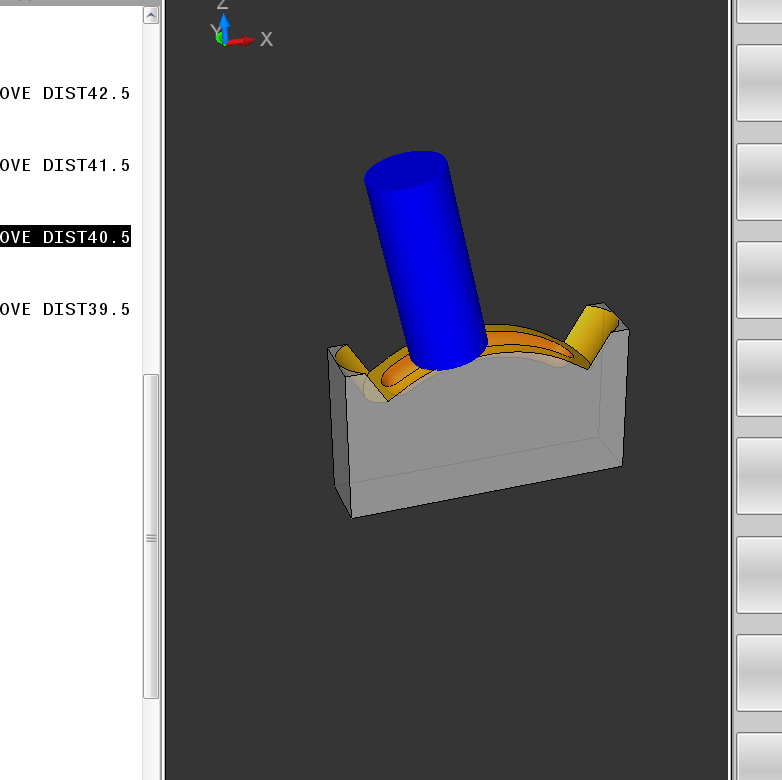
Danke danke. Ja darüber könnte man jetzt philosophieren WARUM man sowas macht. - Als Antwort kann ich eigentlich nur sagen: Mal schauen was dabei rauskommt. - - - - - - - - - - - - - - - - - - Letzte Woche ging es dann wieder am Zylinderkopf weiter. Freitag wollte ich dann Zylinderkopf, Kurbelwelle & Schwungrad zum Motorenbauer bringen und den fertig gebohrt & gehonten Motorblock wieder mitzunehmen. Mit etwas Glück und ein bisschen Wartezeit, hätte ich auch wieder die restlichen Teile mitnehmen können. Dummerweise habe ich aber eine Ventilführung vergessen – Aber die war Wuchtmaschine sowieso defekt – war dann letzten Endes doch nicht so ärgerlich. Daraufhin fällt der Termin zum Abholen der Restlichen Teile wohl ins neue Jahr - vermutlich KW 1. Dann habe ich wenigstens (keine) Zeit für manch andere Dinge. Ok, nun zu den Einlasskanälen… Motor / Zylinderkopf / Einlasskanäle Ich habe mir eine Skizze gemacht von den originalen Ventilsitzring Innen-Ø (VSR) mit der Saugrohrseite (SRS) und dann einmal mit den geänderten Durchmessern Querschnittsfläche der Kanäle VSR Innen-Ø = Ø 37,5mm / (1104,47mm²) SR Qs-Fläche = 1520,70mm² VSR Innen-Ø (neu) = Ø 39,5 / (1225,42mm²) SR Qs-Fläche (neu) = 1695,78mm² Original Fläche und Dichtung: Neue Fläche zur original Dichtung: Ich habe eine Vergrößerung der SRS-Fläche von ca. 10-12% angepeilt. Größer wollte ich nicht werden, weil ich keinen Durchbruch provozieren wollte und es das erste Mal mit einem M20 Kopf war. Angefangen habe ich mit der Ventilseite – da habe ich die Kante vom erweiterten VSR-Ø entfernt und zum Kanal angepasst. Dann ging es Saugrohrseitig weiter… Logischerweise habe ich einen konischen Kanalverlauf angestrebt, welchen ich mit dem Lochzirkel-Innentaster kontrolliert hab. Beim Einlass des ersten Zylinders habe ich angefangen und dann den Verlauf mit dem Innentaster auf die Kanäle vom zweiten und dritten "kopiert". Wie immer zuerst Schruppen, Vorschlichten und dann Schlichten. Danach letzteres beim 4-5-6 Einlasskanal wiederholt. Ich habe dennoch keine Kunst daraus gemacht, auch wenn die Einlasskanäle alle Identisch sein sollen. (Wenn dann per 5-Achs CNC Bearbeitung. Da ich aber keine CAD-Dateien habe und ebenso wenig die Kanäle Digitalisieren kann, wird daraus nix - 5-Achs Simultanbearbeitung wäre nicht das Problem) Kanal Schruppen (Natürlich nicht vergessen die Kontur/max. Durchmesser anzureißen/anzuzeichnen!) Vorschlichten & Schlichten Vergleiche Vorher & Nachher --- --- --- Und dann war ich auch irgendwann mal (fix &) fertig. Bei 0°C im Schuppen ist es wirklich nicht gerade angenehm zu malochen. Dementsprechend kalt wird es zusätzlich durch die Druckluft, logisch, was noch viel **** ist als die Umgebungstemperatur. Nun bin ich froh, dass ich die Arbeit an den Kanälen abgeschlossen habe. Motorblock / Lack Gestern habe ich mich dann um den Motorblock gekümmert. Leider musste ich feststellen, dass der Block nach dem Reinigen NICHT eingeölt worden ist! (Zylinder 1-2 hatte ganz leichten Flugrostansatz Pickel/Punkte.) Es gab auch keinen Hinweis o.ä. vom Motorenbauer. Daraufhin habe ich dann den "Flugrost" entfernt, die Zylinder und alle wichtigen blanken Stellen mit Motoröl benetzt. Dann die Flächen abgeklebt und vorbereitet zum ab- anschleifen. (Diese Arbeit hätte ich natürlich besser vor der Bearbeitung machen sollen, hab es aber verpennt.) Dann den Motorblock mit Bremsenreiniger & Silikonreiniger entfettet und anschließend mit Brantho Korrux 3in1 lackiert. Ich habe den Block nicht bis in die kleinste Pore vom "Rost" befreit, sondern eben nur die gröbsten Stellen behandelt. Genauso habe ich den alten Lack nicht komplett angeschliffen. Das Aussehen ist mir hierbei nicht so sehr wichtig, da es sich nicht um ein Show-Fahrzeug handelt. Ich handle oft nach dem folgenden Satz: „Form follows function“. Und generell ist mir die Funktion wichtiger, als das Aussehen. Das war es dann auch für diese Woche. Nächste Woche werde ich mich um ein paar Kleinigkeiten kümmern und zwischendurch mal alles aufräumen und meine Gedanken & Vorgehen neu sortieren, sodass ich im Neujahr wieder mit einem durchdachten Plan (was eher Stichpunkte sind, was bisher aber ganz gut geklappt hat) weiter machen kann. Grüße!
-
So hier die Ergebnisse (Wurde doch keine Tabelle ) Alu Original: Stahl Variante 1 (v6): (Einmal wirkt die Kraft auf die Gewindefläche und einmal auf die Fläche) Stahl Variante 2 (v10.1): (Einmal wirkt die Kraft auf die Gewindefläche und einmal auf die Fläche) Ich bin allerdings der Meinung das die 1000N ein Witz sind. (Denke die Kräfte sind höher) Grüße
-
Anbei schon mal die Analyse aus dem WWW. (Manche Formeln müssen korrigiert werden) document_2_QpkR_21042016.pdf
-
Hier kann man sich den AMC Kopf mal etwas näher ansehen (und ist nebenbei noch eine ganz nette Umbaustory.) https://www.r3vlimited.com/board/showthread.php?t=317505&t=317505
-
Also, im Moment könnte ich Hilfe ganz gut gebraucht. Im FEM bin ich nämlich "eigentlich" noch rel. grün hinter den Ohren. Zugproben und die Standard-Aufgaben (Zug, Druck, Biegung etc.) als Zerspaner, mehr macht man da ja nicht. Und die Nummer mit dem Kipphebel ist ja doch nochmal ne Nummer größer. Zurück zum Thema. Die Frage ist ja WO die MPa bzw N/mm² auftreten und noch wichtiger ist ja eigentlich WO und WIE VIEL Kraft auf den Kipphebel wirken - diesen Weg wollte ich ja umgehen indem ich den Original Alu-KH mit einer Kraft beanspruche und die Ergebnisse dann mit dem Stahl-KH vergleiche. (Wenn ich die Gleitfläche als fixierte Geometrie eintrage, die Gleitlagerbuchse als Lagerunterstützung, und dann vorne das Gewinde in Richtung Z+ mit 1.000N belaste, gibt es an der, wie oben im Bild zu sehen, Stelle eben die 90MPa. Wenn nun aber der Kipphebel im Motor mit 20.000N belastet wird... ( wie sagt Werner? Da verteilt sich meine Bremse Ventiltrieb ) Die Verschiebung von dem neuen oder von dem alten Modell?
-
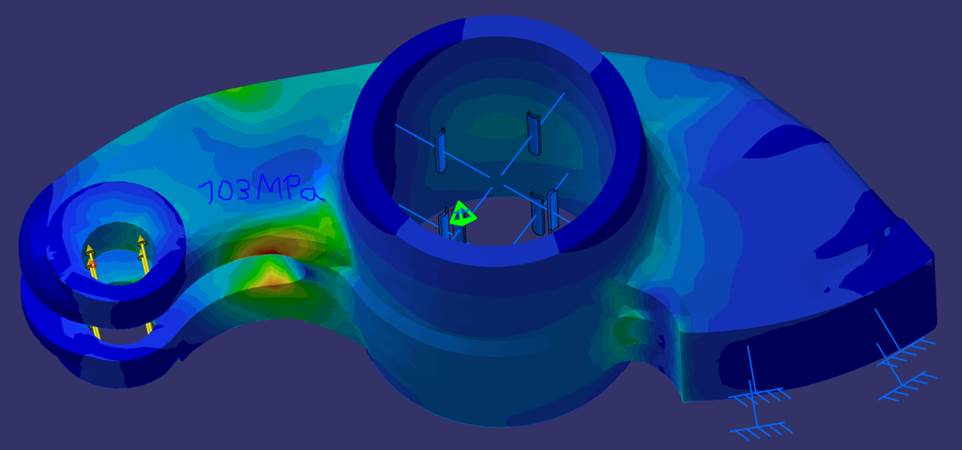
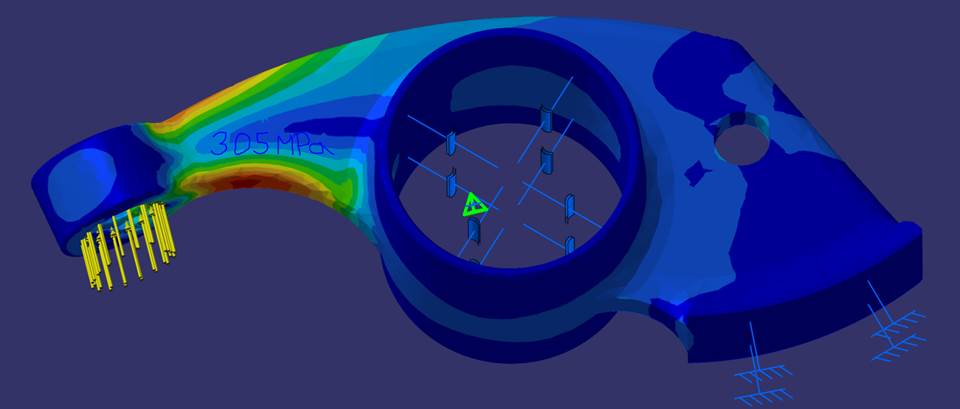
Ich dachte eigentlich auch das es kein Problem gibt, aber schau selbst. (Man kann natürlich auf verschiedene Arten und Weißen prüfen. Ich habe mehrere Einstellungen ausprobiert und letztendlich folgende als Vergleich benutzt:) Die Gleitfläche ist eine fixierte Geometrie. Auf die Einstellschraubenachse bzw. von der Ventilachse ausgehend drückt eine Kraft mit 1000N (eigentlich eben "nur" die Gegenkraft der Feder mit rund 750N). (Natürlich ist die Buchse als Lager fixiert). Folgendes kommt dabei raus: Alu 105MPa Stahl 305MPa (Diese Studie habe ich nicht selber durchgeführt. Allerdings bin ich auf ziemlich ähnliche Ergebnisse gekommen.) Und wegen diesem Ergebnis, habe ich das Modell nochmal geändert. Nun bin ich bei rund 90MPa beim Stahl. Das sollte genug Sicherheit bieten.

-
@ Sandmann Ja jetzt sehen die noch extrem aus, die werden natürlich noch dünner. Das größte Problem an der Sache ist, die Kipphebel so zu konstruieren das sie auch wirklich mindestens so gut sind wie die Alu-Kipphebel. Ich habe ja keine Werte welche Kräfte die Nockenwelle auf den Kipphebel wirken lässt. Die Feder kann man sich ja ausrechnen. Oder eben die Werte von verstärkten Schrick Ventilfedern nehmen. Dann weiß man nur das die Nocke eben dieser Kraft entgegenwirken muss. Aber welche Belastung das genau wirkt... Ausprobieren und gucken was passiert.
-
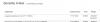
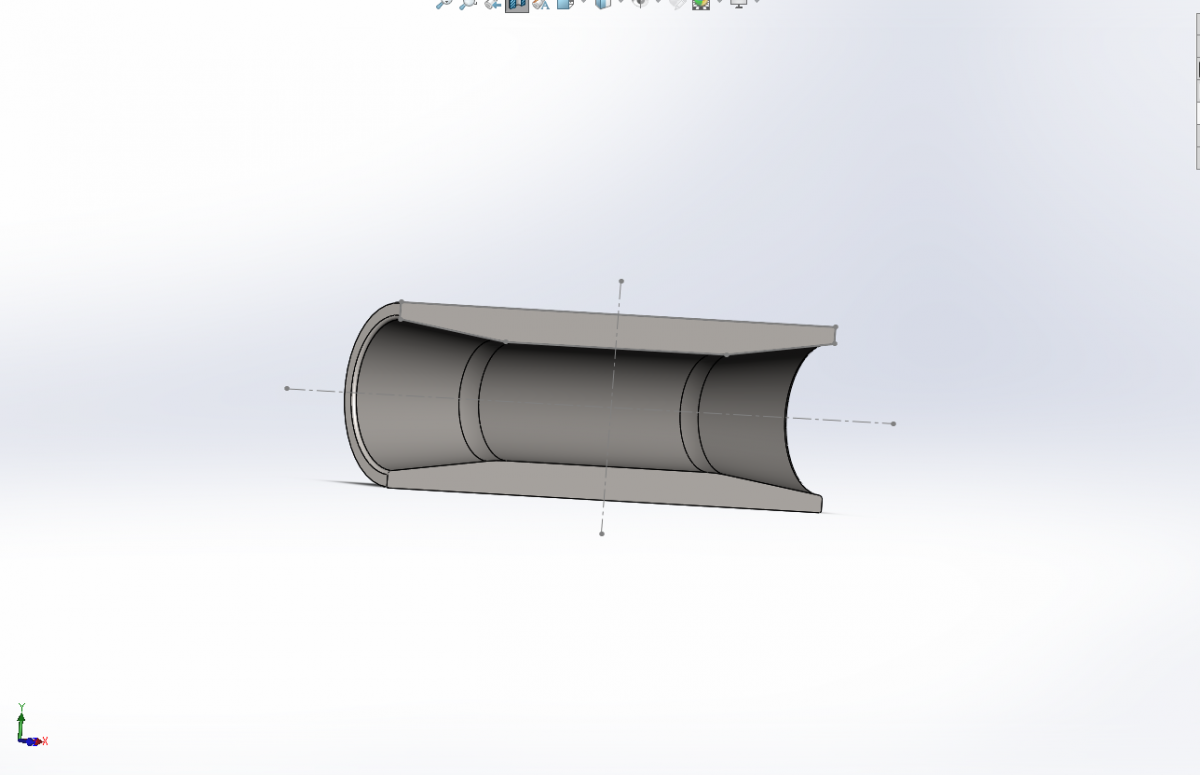
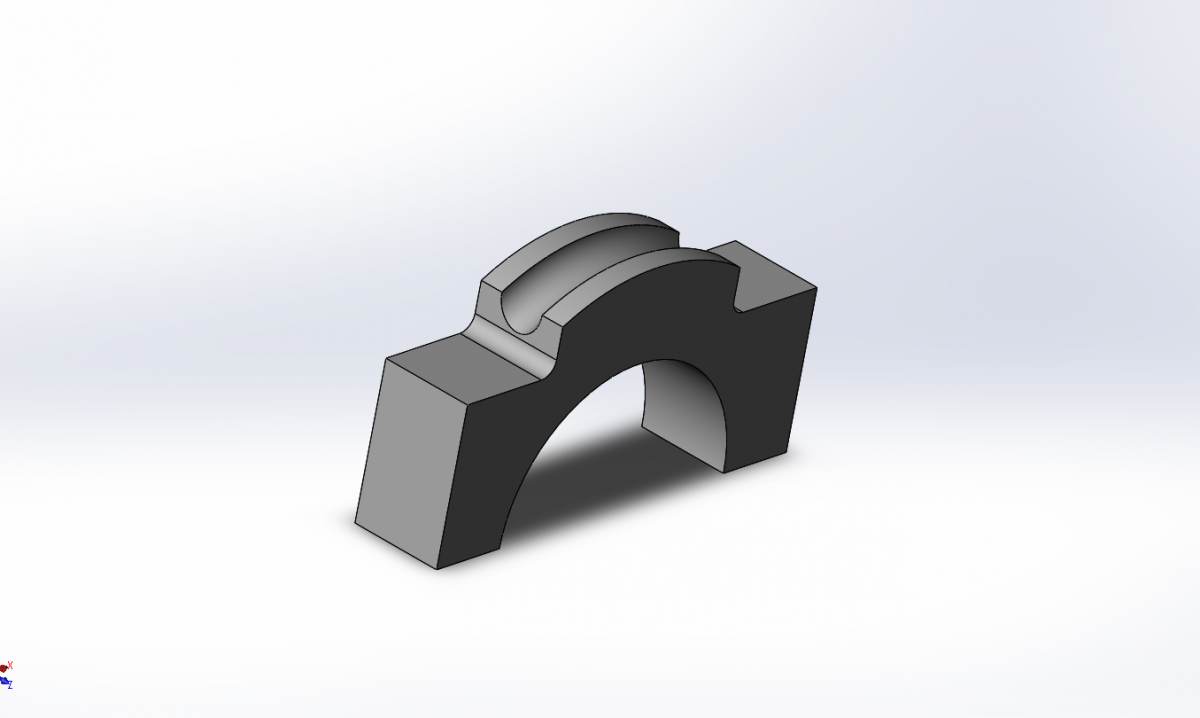
Moin Moin, hatte heute so gut wie keine Zeit und habe deswegen nur die eine Hälfte vom Probe-Kipphebel gefräst. Zusätzlich habe ich auch das Modell nochmal bearbeitet und versteift. Nun sind es wieder 3g mehr als die Alu-Kipphebel. Ich denke ich versuche die Tage nochmal etwas zu ändern bzw. Gewicht zu sparen um mindestens wieder auf das gleiche Gewicht zu kommen. Hier ein paar Bilder: Konturfräsen / Einstellschraube (Loch Bohren & Gewinde Fräsen) / Passung fräsen und Hülse einpressen... und fertig.. (nicht wirklich ) Wie gesagt, ich hatte keine Zeit mehr. Da ich die Kontur aber sowieso nochmal ändern muss und das Modell ja auch nicht mehr so aussieht, spielt dies keine Rolle Die Probe wird nur dazu gebraucht um den Aufbau und Funktion zu prüfen. Wenn das alles passt, wird die "neue Version" gefräst. Wenn es nicht passt, wird es nochmal geändert. Hier die Anlagefläche / Gleitfläche vor dem Polieren: Nach dem schleifen & polieren: Und hier nochmal ein direkter Vergleich der Kipphebel: Grüße und noch ein schönes Wochenende, fahrt vorsichtig
-
Ich weiß genau was du meinst ._. Bestellung vom letzten Monat: